
Films multicouches à haute barrière pour l'emballage alimentaire
Voici quelques caractéristiques et avantages clés des films alimentaires multicouches barrière :
1. Propriétés barrières : La fonction principale des films alimentaires multicouches barrières est de créer une barrière protectrice contre les facteurs externes susceptibles de dégrader la qualité des aliments. Ces films sont conçus pour offrir une résistance à l’oxygène, à l’humidité, à la lumière et à d’autres contaminants, contribuant ainsi à prolonger la durée de conservation des aliments emballés.
2. Préservation de la fraîcheur : en bloquant efficacement l'oxygène et l'humidité, les films alimentaires multicouches barrières aident à préserver la fraîcheur, la saveur et la valeur nutritionnelle des aliments contenus. Ceci est particulièrement important pour les produits périssables, tels que les viandes, les fromages et les produits de boulangerie.
3. Protection contre la lumière UV : Certains films multicouches intègrent des couches bloquant les UV pour protéger les aliments sensibles à la lumière, tels que les produits laitiers ou les boissons, de la dégradation causée par l'exposition à la lumière ultraviolette (UV). Cela permet de maintenir la qualité du produit et d’éviter sa détérioration.
4. Rétention des arômes et des saveurs : Certains films multicouches sont conçus pour empêcher la migration des odeurs et des saveurs, garantissant ainsi que l'aliment emballé conserve son arôme et son goût d'origine. Ceci est particulièrement pertinent pour les produits aux saveurs fortes ou distinctes.
5. Prévention de la contamination : les films alimentaires multicouches barrières agissent comme une barrière physique, empêchant l'entrée de contaminants, tels que les bactéries, la poussière et les insectes. Cela contribue à maintenir l’intégrité hygiénique des aliments, à réduire le risque de contamination et à garantir la sécurité du consommateur.
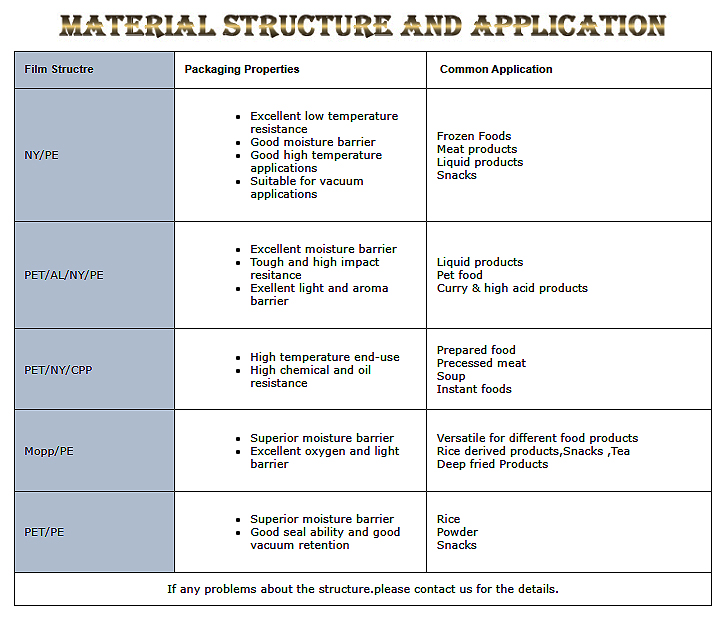
6. Structure personnalisable : La composition et le nombre de couches des films alimentaires multicouches barrière peuvent être personnalisés pour répondre aux exigences d'emballage spécifiques. Différents matériaux, tels que le polyéthylène, le polypropylène, le polyester, la feuille d'aluminium ou l'éthylène-alcool vinylique (EVOH), peuvent être combinés pour créer des films présentant les propriétés barrières et la résistance mécanique souhaitées.
7. Options d'impression et de marquage : les films alimentaires multicouches offrent la possibilité d'imprimer des graphiques, des informations sur le produit et des éléments de marquage de haute qualité sur l'emballage. Cela permet d'améliorer la visibilité des produits, de communiquer des messages clés et de différencier les aliments emballés dans les rayons des magasins.
Les films alimentaires multicouches barrières jouent un rôle crucial pour garantir la qualité, la sécurité et la longévité des produits alimentaires. Leurs propriétés barrières avancées, leurs options de personnalisation et leurs capacités de marquage en font un choix privilégié pour diverses applications d'emballage alimentaire dans l'industrie alimentaire.
Description des produits
| Matériel | Matériau laminé |
| Taper | Film métallisé |
| Usage | Film d'emballage |
| Fonctionnalité | Résistant à l'humidité |
| Type de traitement | Extrusion multiple |
| Transparence | Opaque |
| Taille | Taille personnalisée |
| Couleur | Jusqu'à 10 couleurs |
| Logo | Accepter le logo personnalisé |
| Certificat | ISO/QS |
| Épaisseur | Personnalisé |
| Impression | Impression Gravure |
| OEM | Oui! |
| Emballage | Emballage en carton standard |
| Échantillon | Fourni librement |
| Emballer | Carton exporté standard |
Affichage du produit


Capacité d'approvisionnement
Par produits


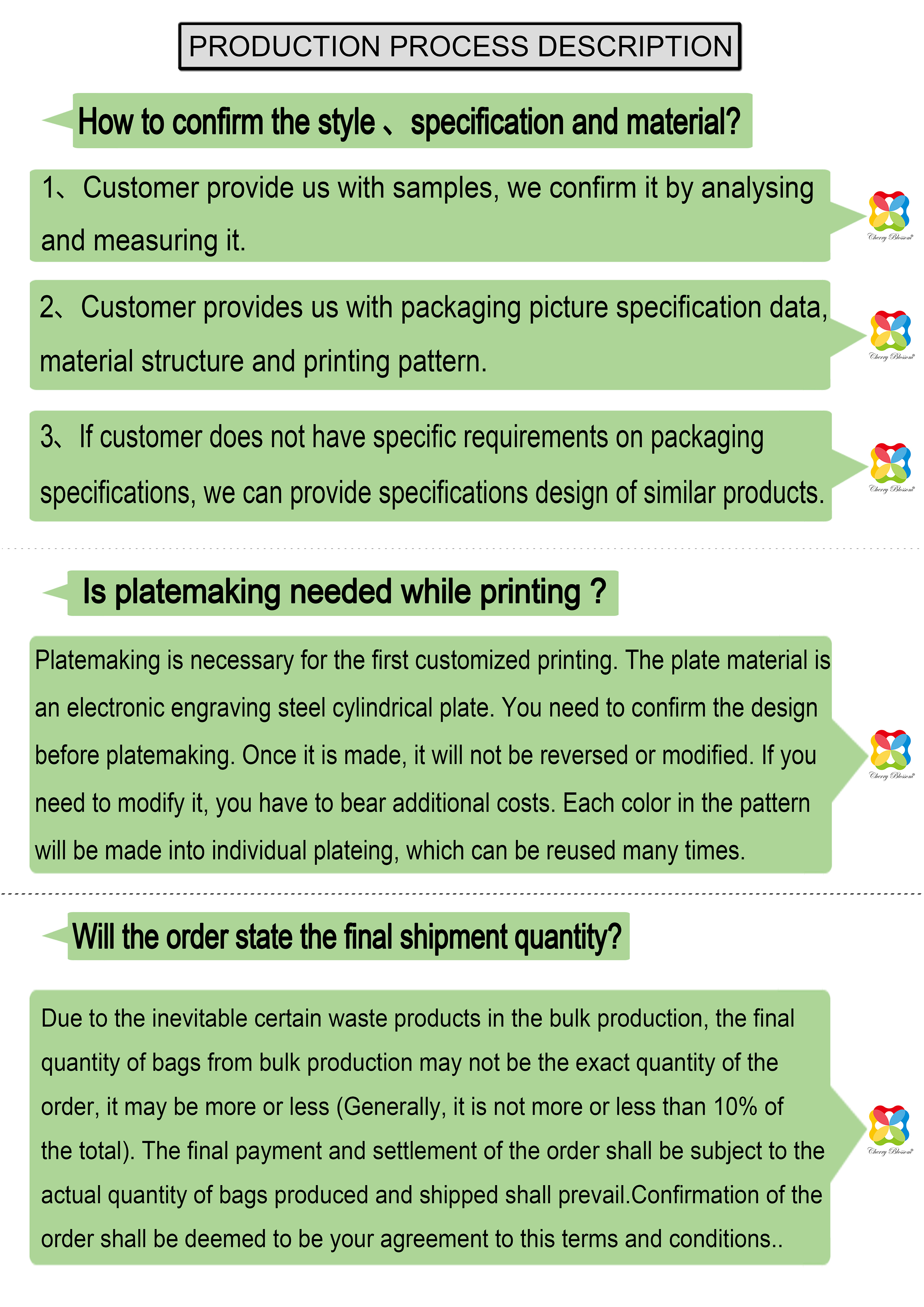
FAQ
-

Impression personnalisée d'emballages de snacks chocolat...
-

Film en rouleau de plastique laminé extensible en nylon LDPE...
-

Emballage de boîte de chocolat en plastique imprimé personnalisé...
-

Impression de film plastique antistatique pour chocolat...
-

Emballage souple d'impression en plastique, bonbons transparents...
-

Fil d'emballage de café Opp d'impression thermoscellable...






